Các bản ghi được xử lý trên máy phay để tạo ra một biên dạng đặc biệt và có cùng đường kính dọc theo toàn bộ chiều dài. Các rãnh được khoét trên sản phẩm để dễ dàng lắp đặt và khóa các mối nối. Một khúc gỗ tròn được làm với độ chính xác cao, vì vậy thực tế không có khoảng trống khi lắp ráp một ngôi nhà bằng gỗ. Vật liệu này thuộc loại sản phẩm rẻ tiền, không cần chuẩn bị thêm để lắp đặt trên công trường.
- Nhật ký tròn là gì
- Sự khác biệt so với cắt nhỏ
- Các ứng dụng
- Đặc điểm của việc sản xuất các bản ghi tròn
- Phương pháp cổ điển
- Phương thức truyền qua
- Phương pháp vị trí
- Nhật ký dán
- Thiết bị sản xuất
- Công nghệ sản xuất
- Phân loại và chuẩn bị nguyên liệu
- Làm khô
- Xi lanh
- Cắt và cắt
- Điều trị bằng các hợp chất bảo vệ
- Sự kiện kết thúc
- Các loại vật liệu xây dựng
- Loại rãnh
- Các loài gỗ
- Kích thước (sửa)
- Làm thế nào để chọn một bản ghi để xây dựng
- Đặc điểm của giá cả
Nhật ký tròn là gì

Tính năng sử dụng vật chất:
- bộ sản phẩm được đặt hàng tại nhà máy, trong khi các phần tử có chiều dài theo thiết kế nhà, các đường rãnh được làm với độ chính xác cao;
- thiết kế này giảm chi phí nhân công tại công trường.
Một bề mặt hoàn thiện sạch sẽ gợi ý từ chối lớp phủ bên ngoài bằng các vật liệu khác... Ngôi nhà gỗ được xử lý bằng vecni, sơn tráng men, để chỉ nhấn mạnh kết cấu của gỗ.
Ở nhà dần dần thu nhỏ với số lượng 8 - 10% từ các chỉ số ban đầu, vì vậy tòa nhà có thể được khai thác tối đa sau 1 - 1,5 năm sau khi xây dựng. Lúc này có thể xuất hiện các vết nứt ở các đầu mút, do đó không nên làm nóng nhà trong thời gian co ngót.
Sự khác biệt so với cắt nhỏ

Từ vật liệu như vậy thật khó để xây một bức tường hoàn hảo so với một ngôi nhà gỗ làm bằng các khúc gỗ tròn. Các rãnh dọc cũng được cắt thủ công, do đó chỉ những người thợ thủ công mới được phép xây dựng một ngôi nhà từ các phần tử được cắt nhỏ.
Sự khác biệt giữa các vật liệu:
- thân cây cắt bằng tay có đường kính khác nhau dọc theo chiều dài và bề mặt không bằng phẳng;
- thời gian xây dựng từ các khúc gỗ được cắt nhỏ tăng lên do sự cần thiết phải phù hợp với từng phần tử.
Sau khi xây dựng các đường nối bên ngoài và bên trong cần phải được khắc, để loại bỏ các khoảng trống. Cả hai vật liệu đều cần được xử lý bằng chất khử trùng, chất chống cháy để tăng khả năng chống lại các yếu tố tiêu cực.

Các ứng dụng

Các mục đích sử dụng khác:
- tường gỗ của bồn tắm và phòng tắm hơi được dựng lên từ cây lá kim;
- phụ lục cho nhà ở, ví dụ, hiên đóng và mở, sân hiên đi bộ;
- một mái hiên bằng gỗ đồ sộ trông đẹp mắt;
- vọng lâu và nhà kho được xây dựng trong vườn;
- những khu vực rào để đi dạo đang được xây dựng cho vật nuôi.




Từ những khúc gỗ tròn, họ xây dựng hàng rào chắc chắn với một nhóm lối vào ban đầu, tạo các yếu tố của sân chơi (nhà ở, pháo đài, cầu, tường hộp cát).



Đặc điểm của việc sản xuất các bản ghi tròn
Công nghệ sản xuất đơn giản, nhưng yêu cầu thiết bị đặc biệt ở dạng một dòng máy đặc biệt để xử lý thân cây đổ.
Chính phương pháp sản xuất:
- cách cổ điển;
- trạm kiểm soát;
- vị trí;
- dán nhật ký từ các yếu tố riêng lẻ.
Mỗi kỹ thuật đều có những ưu nhược điểm nhất định so với các kỹ thuật khác, các phương pháp khác nhau về năng suất, chất lượng công việc.
Phương pháp cổ điển

Quy trình xử lý:
- Thùng được cố định ở tâm ở hai đầu, sau đó nó có dạng hình trụ.
- Các dao cắt di chuyển dọc theo khúc gỗ, tài nguyên của các cạnh tăng lên do giảm ứng suất từ lưỡi gia công do tải trọng lên lưỡi gia công thô, và chất lượng của hình trụ tăng lên.
- Sản phẩm thu được được đánh bóng, ngâm tẩm với một hợp chất bảo vệ chống lại sự viêm nhiễm và nấm mốc.
Do đó, phương pháp cổ điển tốn nhiều công sức hơn sản phẩm đắt hơn... Xử lý cẩn thận làm giảm khả năng chạy kích thước.
Phương thức truyền qua

Các tính năng của kỹ thuật:
- nhận được sản phẩm giá rẻ, chất lượng thấp;
- nguồn cấp dữ liệu liên tục của trung kế được cho phép;
- chiều dài của phôi không bị giới hạn, nhưng các bản ghi không được rơi vào khoảng trống giữa các con lăn;
- hiệu suất cao.
Thiết bị này cũng được sử dụng để sản xuất gỗ xẻ viền, thanh, tấm lót, ván, thanh. Điều bất lợi là bạn cần chọn các trung kế khá trơn tru, hoặc cắt bán thành phẩm thành các sản phẩm có chiều dài từ 1 - 2 m.
Phương pháp vị trí

Các tính năng của phương pháp:
- năng suất thấp hơn so với phương pháp liên tục;
- lãng phí thời gian vào việc cấu hình lại máy theo đường kính của các bản ghi;
- sự cần thiết của các nhà điều hành lành nghề để nâng cao chất lượng xử lý.
Có thể sử dụng hai thiết bị phay cùng một lúc để gia công đồng thời gia công thô và gia công tinh. Chiều dài của phôi phụ thuộc vào kích thước của thiết bị.
Nhật ký dán

Các giai đoạn sản xuất:
- cắt khúc gỗ thành ván;
- sấy đến độ ẩm không quá 12 - 15%;
- ghép các lam bằng keo cường độ cao với các hướng sợi xen kẽ ở các lớp tiếp theo.
Sản phẩm được sưu tầm từ bảng rắn hoặc nối dọc theo chiều dài... Các sản phẩm xen kẽ giữa hai loại gỗ để nâng cao hiệu suất.
Các khúc gỗ được dán keo có ít độ ẩm hơn, chúng thực tế không bị nứt sau khi được đặt trong nhà gỗ. Sự giảm số lượng vết nứt được giải thích là do ứng suất bên trong thấp hơn ở các bộ phận nhỏ, so với toàn bộ một khúc gỗ lớn.
Thiết bị sản xuất
Dây chuyền sản xuất có thể được hoàn toàn tự độngkhi máy cấp và tải phôi. TRONG bán tự động Trong biến thể này, cơ giới hóa được xem xét trong chu kỳ làm việc, sau đó lao động thủ công được sử dụng với sự trợ giúp của xe nâng và xe ô tô điện.
Các loại máy:
- tiện và phay (phương pháp định vị);
- đơn vị truyền qua;
- cơ chế tập trung và hướng dẫn;
- thiết bị cắt cốc, tạo rãnh;
- cài đặt cắt tỉa.
Chất lượng của việc làm tròn các bản ghi phụ thuộc về mức độ mài và loại phần tử cắt của máy, đó là quay, góc, phay.
Công nghệ sản xuất
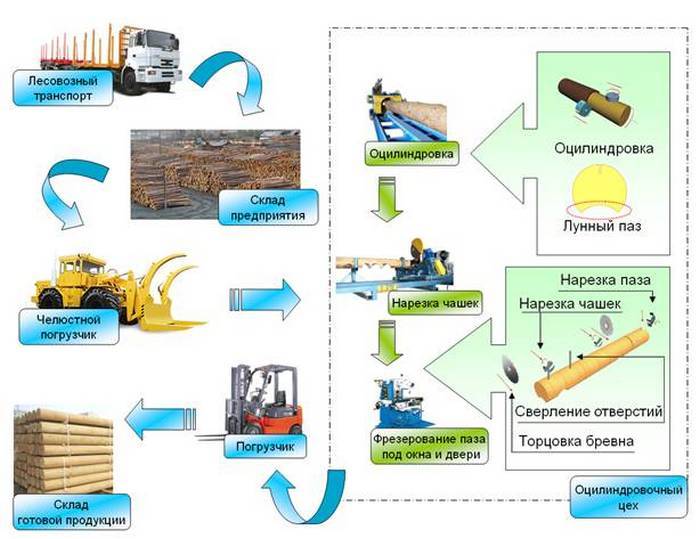
Công nghệ này bao gồm các giai đoạn:
- sấy khô nguyên liệu;
- hình trụ trực tiếp;
- cắt và đối mặt;
- ngâm tẩm với các chất bảo vệ;
- kiểm tra chất lượng sản phẩm, đánh dấu theo dự án, nhập kho, đóng gói công văn.
Các sản phẩm thu được trên dây chuyền tự động được phân biệt bằng chi phí thấp hơn so với khi sử dụng một phần lao động thủ công.
Phân loại và chuẩn bị nguyên liệu

Sản xuất bao gồm phân loại sơ bộ các thân cây đã đốn hạ, cắt tỉa... Nguyên liệu được chọn sao cho bán kính ban đầu ở đầu nhật ký vượt quá 20 mm giống kích thước của sản phẩm nhận được... Kích thước được lấy theo thông số kỹ thuật của khách hàng để xây nhà, thường sử dụng gỗ vân sam và gỗ thông.
Nếu phương pháp vị trí được sử dụng, các bản ghi sẽ được sắp xếp và bởi tính đồng nhất của phôi về đường kínhđể xử lý hàng loạt mà không cần cấu hình lại máy, sẽ rất mất thời gian.
Dây chuyền phân loại tự động được thể hiện bằng một băng tải có răng với cơ cấu đo quét và một số "túi", nơi các ổ đổ nguyên liệu thô với các đặc tính đồng nhất.
Làm khô
Độ ẩm giảm đều ở lớp ngoài và lớp trong. Điều này được chú ý bởi vì các bộ phận bên ngoài cho nhiều nước hơn và các bộ phận bên trong bị chậm lại, dẫn đến sự xuất hiện của các vết nứt.
Quá trình sấy diễn ra theo hai cách:
- trong điều kiện tự nhiên ở nơi mát mẻ dưới mái che (tán cây);
- trong các ngăn sấy.

Quá trình khử ẩm nhân tạo diễn ra trong buồng chân không, tia hồng ngoại, điện.
Xi lanh
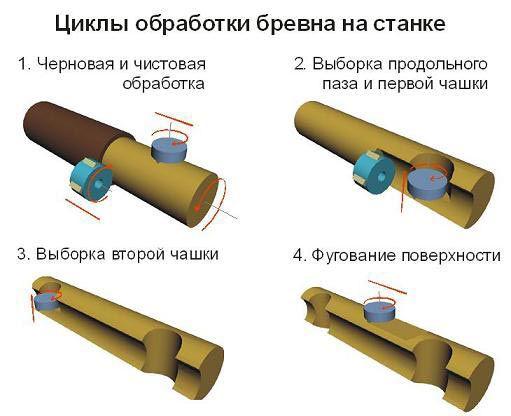
Quy trình hoạt động:
- làm cho hình trụ theo một đường kính quy định nghiêm ngặt;
- sau khi hình thành rãnh mặt trăng, thực hiện cắt bù.
Lối đi dỡ hàng làm giảm sức căng của các thớ gỗ dưới tải trọng, do đó các vết nứt mới không xuất hiện trên sản phẩm sau khi lắp đặt và co ngót. Vết cắt dọc theo khúc gỗ dưới dạng rãnh đều với chiều rộng 8 - 10 mm, chiều sâu bằng ¼ chiều rộng. Khi cất giữ, khúc gỗ được đặt một rãnh trên cùng để phần tử tiếp theo đóng vết cắt ở trên cùng và bảo vệ khúc gỗ khỏi sự xâm nhập của nước.
Cắt và cắt

Nhật ký làm tròn cắt thành độ dài... Quá trình tối ưu hóa sản phẩm diễn ra nhằm chọn ra những khu vực không có phoi, vết nứt lớn và nút thắt rơi ra. Các đoạn ngắn được nối thành các phần có chiều dài mong muốn bằng cách nối, ví dụ, sử dụng phương pháp ghép mộng nhỏ.
Việc cắt tỉa được thực hiện theo hai cách:
- tự động;
- thủ công.
Trong trường hợp đầu tiên, máy quét phát hiện 4 mặt của vật liệu được nạp, sau đó chuyển nó đến máy cắt. Ở cuối dây chuyền, người đổ phân phối phôi dọc theo chiều dài. Với phương pháp thủ công, người thợ xác định các điểm bị lỗi và đánh dấu bằng phấn huỳnh quang. Máy đọc nhãn hiệu và thực hiện cắt tại điểm này.
Điều trị bằng các hợp chất bảo vệ

Áp dụng điều trị bằng:
- thuốc sát trùng - khỏi thối, mốc, nấm, bọ;
- chất làm chậm cháy - để giảm mức độ đánh lửa.
Họ sử dụng các chất không gây dị ứng, thân thiện với môi trường để các bức tường của ngôi nhà không thải ra các thành phần độc hại ra không gian xung quanh.
Sự kiện kết thúc

Thành phẩm vượt qua kiểm soát kỹ thuật. Trong quá trình này, độ chính xác của kích thước được kiểm tra, có tính đến dung sai. Các chuyên gia đánh dấu từng nhật ký dọc theo phần cuối để chỉ vị trí của nó trong bản vẽ thiết kế, nơi cũng có các dấu tương ứng.
Lưu trữ gỗ xếp chồng lên nhau theo những cách khác nhau:
- chặt chẽ;
- hàng;
- trong bó;
- các gói.
Tùy thuộc vào phương pháp, các miếng đệm khác nhau được sử dụng để đảm bảo đồng nhất phân phối tải và thông gió.
Vận chuyển đến khách hàng tuân thủ các biện pháp an toàn và sự an toàn của vật liệu, vì điều này có một phương tiện đặc biệt dài.

Các loại vật liệu xây dựng
Thực chất của việc xây dựng nhà gỗ nằm ở việc xây dựng nhà gỗ. Nếu các đầu vừa khít, sẽ không có khe hở, kẽ hở, do đó, khả năng bảo vệ chống lạnh và thổi tăng lên.
Các phần cuối của nhật ký được nối theo những cách sau:
- "In the tô" và "in the oblo" (với phần còn lại);
- "Trong răng" và "trong chân" (không có cặn).

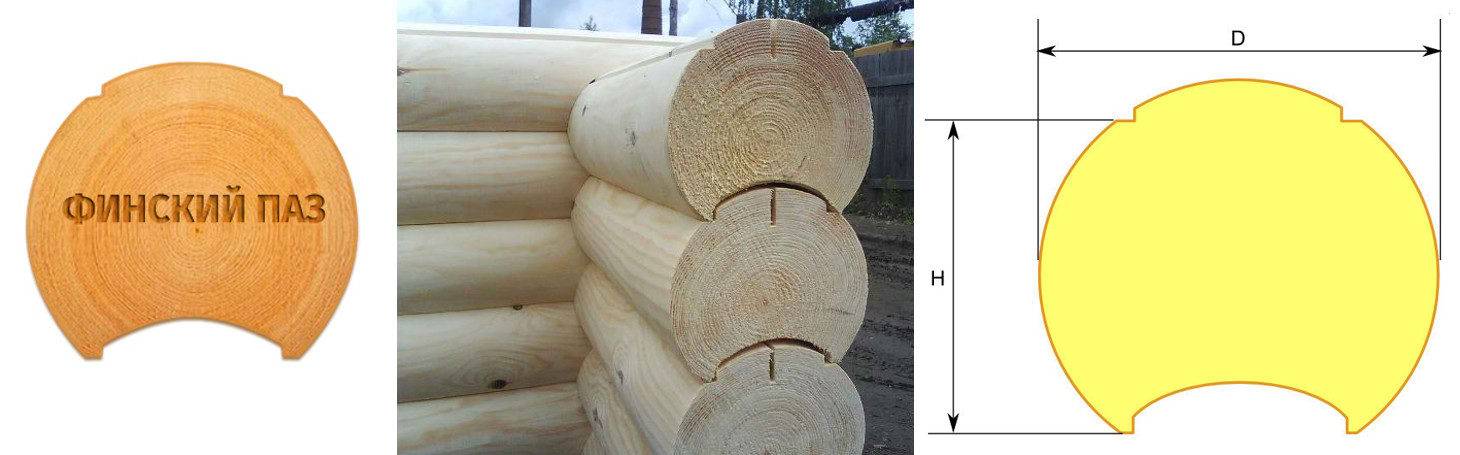
Đối với gỗ xẻ tròn, chế biến với rãnh mặt trăng và kiểu Phần Lan được sử dụng.
Loại rãnh
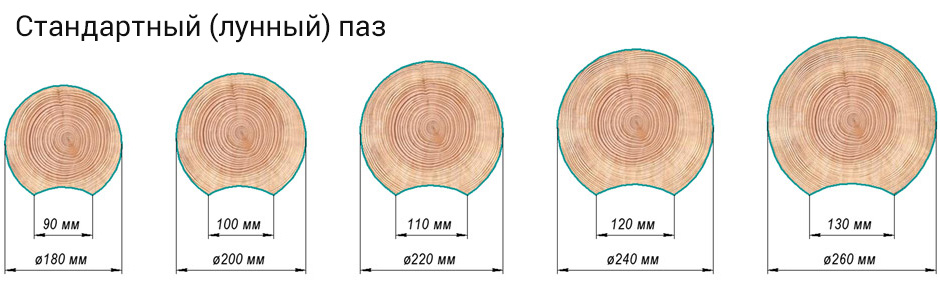
Rãnh mặt trăng được sử dụng để cài đặt chặt chẽ các bản ghi với nhau trong quá trình cài đặt. Các phần tử được gắn kết bằng cách sử dụng cách nhiệt bó hoặc bông khoáng. Rãnh như vậy trông giống như một vết cắt dọc, phần của nó giống như một hình bán nguyệt.
Kích thước của nhật ký với một hồ sơ mặt trăng:
- Đường kính khúc gỗ 180 mm giả định chiều rộng rãnh là 95 mm;
- 200 mm - 105 mm, tương ứng;
- 220 mm - 116 mm;
- 260 mm - 137 mm;
- 300 mm - 158 mm.
Rãnh Phần Lan khác ở hình dạng phức tạp hơn, vì nó được sử dụng cho sơ đồ lắp có rãnh và gờ. Có khoảng trống trong phần của nó - đây là các hốc để tăng khả năng cách nhiệt cho các chỗ đóng tàu. Rãnh Phần Lan giảm thiểu các vết nứt và không yêu cầu trám trét.
Các loài gỗ

Đặc điểm của đá cho các bản ghi hình trụ:
- Cây thông - cứng hơn vân sam, có đặc tính chịu lực tốt hơn;
- cây bách tung - gỗ mềm và ấm, dễ xử lý bằng các dụng cụ hơn;
- cây tùng la hán - gỗ có đặc tính cách ẩm tự nhiên, bền;
- tuyết tùng - ít được sử dụng do giá thành gỗ tăng lên.
Cây tùng đắt gấp đôi gỗ thông và vân sam.
Kích thước (sửa)

Sự lựa chọn tùy thuộc vào nơi sử dụng:
- bồn tắm, nhà gỗ, nhà phụ - 160 - 180 mm (phía nam của Nga);
- các tòa nhà dân cư mùa hè, nhà để xe, vọng lâu - 200 - 220 mm (phần Châu Âu);
- nhà thường trú ở Tây Siberia - 240 - 320 mm (có gác mái cách nhiệt).
Làm thế nào để chọn một bản ghi để xây dựng

Ưu tiên cho các công ty giải phóng vật liệu và tiến hành xây dựng cùng một lúc... Họ chịu trách nhiệm về chất lượng của các bản ghi. Tốt hơn trước khi đặt hàng của bạn Tìm hiểu về nơi khai thác nguyên liệu, điều kiện bảo quản và giao hàng.
Bề ngoài phân biệt chất lượng dựa trên:
- vật liệu màu vàng đậm và màu vàng;
- không có lỗ sâu, túi nhựa, khuyết tật cơ học;
- cho phép một vài nút thắt nhỏ;
- vết cắt đều, thân cây không bị xoắn;
- tất cả các phôi có cùng bán kính và chiều dài.
Khi chấp nhận nhật ký từ nhà cung cấp, hãy kiểm tra sự hiện diện của đánh dấu phù hợp với dự án, nếu không việc cài đặt sẽ khó khăn.
Đặc điểm của giá cả

Giá gỗ xẻ trên mét khối phụ thuộc vào đường kính. Khoảng: 180 - 190 mm - 7.500 rúp, 220 - 230 mm - 7.800 rúp, 260 mm - 8.000 rúp, 300 mm - 9.500 rúp, 320 mm - 11.000 rúp.
Giá thay đổi dựa trên các yếu tố:
- sự hiện diện của một rãnh chéo;
- loại bao bì (màng, pallet, băng keo);
- tạo lỗ để lắp các chốt;
- không gian phay cho cửa sổ và cửa ra vào;
- phay các hốc để lắp cửa sổ và cửa đi;
- tẩm chất bảo vệ.
Chi phí cuối cùng bị ảnh hưởng bởi giá giao hàng... Nếu việc xây dựng được thực hiện ở các vùng thảo nguyên, việc giao hàng sẽ làm tăng đáng kể chi phí vật liệu.